Přetrvávající zájem o laserovou difrakci
Trvale vedoucí pozici technologie laserové difrakce pro rutinní měření velikosti částic přístrojem Mastersizer 3000 napříč širokým spektrem průmyslových odvětví je možné přisoudit dvěma klíčovým faktorům: rozšířená potřeba údajů o velikosti částic a snadnost použití této technologie. Tato práce zdůvodňuje, proč tolik výrobců potřebuje měřit velikost částic a proč laserová difrakce je tak často zvolenou metodou.
Pronikání analytické techniky do průmyslové sféry a rozsah, jakým způsobuje přechod od odborného stanovení na rutinní úkol, je funkcí jak hodnoty informací, které poskytuje, tak i snadnosti, se kterou se data mohou získat. Pro výrobce výrobků z konečné pevné substance, je velikost částic často rozhodujícím parametrem, kde je účinnost takového výrobku spojená s velikostí částic a/nebo distribucí velikosti. Pro zpracovatele sypkých látek se tyto informace o velikosti částic stávají prakticky univerzálním požadavkem.
Laserová difrakce si drží stále vedoucí pozici a představuje spolehlivé řešení pro rutinní měření velikosti částic napříč širokým spektrem aplikací, a v mnoha průmyslových odvětvích je to nyní velmi používaná technika. Za posledních přibližně deset let se analyzátory používající laserovou difrakci staly flexibilnější, mají snadnější použití, a jsou vysoce automatizované. Mnoho průmyslových uživatelů se nyní hodně spoléhá na takové systémy nejen v laboratořích pro vývoj a kontrolu jakosti, ale také pro rutinní monitorování jak ve zkušebním měřítku, tak i v normální výrobě. Off-line měření může nyní být tak jednoduché, jako vložení vzorku a stisknutí tlačítka, zatímco systémy on-line měří v reálném čase, při rychlostech dostatečných dokonce pro sledování rychle se měnících procesů.
Význam velikosti částic
Při pohledu na aplikace laserové difrakce ve výrobním prostředí je jasné, že různá průmyslová odvětví měří velikost částic v podstatě ze stejných důvodů. U poměrně rozdílných oblastí, jako je rozprašování paliva a výroba cementu, obě požadují, aby kontrolovaly velikost částic, aby řídily rychlost chemických reakcí, ke kterým dochází při používání jejich výrobků – spalování, resp. hydratace.
Reakční rychlost
Pro pevné látky je rychlost, kterou chemická reakce probíhá, často funkcí specifické povrchové plochy příslušných částic, velikosti povrchové plochy na jednotku hmoty. Zvýší-li se specifická plocha povrchu, pak, obecně řečeno, přenos hmoty zabraňuje zpomalení reakce. Nebo jednodušeji, čím je jemnější populace částic, tím snadněji reagující složky dosáhnou a reagují s částicí. Výrobci katalyzátorů tento požadavek sdílejí s výrobci cementu, aby přizpůsobili velikost částic k zajištění požadované reakční rychlosti.
Rychlost rozpouštění
Zvýšením specifické povrchové plochy zmenšením velikosti částic se zmenšují fyzikální překážky rozpouštění, čímž se proces urychlí. Jemnější populace částic se rozpouštějí rychleji, všechny ostatní faktory jsou konstantní. Tato korelace s velikostí částic je zvláště důležitá pro farmaceutický průmysl, protože rychlost rozpouštění aktivní složky in vivo ovlivní její biologickou dostupnost. Podobně výrobci agrochemikálií a detergentů musejí měřit a řídit velikost částic, aby kontrolovali rozpouštění a rychlosti uvolnění aktivních komponent v přípravku. Vliv velikosti částic na rychlost rozpouštění také úzce souvisí s rychlostí reakcí.
Hustota aglomerace
Způsob, jakým jsou částice aglomerovány, je funkcí jak velikosti částic, tak i distribucí velikosti. Větší částice se ukládají méně efektivně než menší, protože ponechávají větší prázdné prostory. U monodisperzních materiálů lze řídit porozitu aglomerátu distribucí velikosti částic. Širší distribuce velikosti částic umožňuje, aby se menší částice uložily do mezer mezi většími, čímž se sníží porozita.
Řízení aglomerace je rozhodující pro úspěšné plnění keramických a metalurgických forem. Výrobci práškových laků řídí velikost a distribuci, aby dosáhli podobných cílů. Těsně zhuštěné částice optimální velikosti efektivně tají při nižších teplotách, čímž zbývá více času pro reakce zesítění polymerních částic během procesu tavení. Výsledkem je povrchová úprava lepší kvality.
Stabilita suspenzí a emulzí
Stabilita suspenze závisí na rovnováze mezi gravitační sílou působící na částice proti vztlaku suspendující kapaliny (který závisí na viskozitě), což je funkcí velikosti částic a hustoty. Ve farmacii může vést nestabilita k proměnlivému dávkování léků a u potravin může usazování může ohrozit vnímání výrobku zákazníkem.
U emulzí mají větší kapičky větší tendenci se ustát a splynout, ale vytváření menších kapiček je náročnější na energii kvůli zvýšení plochy povrchu, které nastává následkem homogenizace. Analýza velikosti částic se proto používá pro odhadnutí pravděpodobnosti shlukování, stejně jako pro monitorování stability proti flokulaci a splynutí v průběhu času. Velikost kapiček a stupeň flokulace v emulzi může mít také dopad na výkonnostní charakteristiky výrobku – například pocit jídla v ústech nebo viskozitu krémového likéru. Měření velikosti částic se proto rutinně používá při optimalizaci charakteristik emulze.
Snadnost vdechování
Lidské dýchací ústrojí velmi úspěšně odfiltruje částice nad určitou velikost, aby se zajistila integrita přívodu vzduchu a předešlo podráždění plic. Tento proces klasifikace dává vznik dvěma jasným důvodům pro měření velikosti částic v souvislosti se snadností vdechování, a to aby se zabránilo vdechování výrobku; nebo pro zajištění úspěšného uložení léku v plicích.
Optické vlastnosti
Způsob, jakým částice rozptyluje světlo, závisí na její velikosti. Tento jev podchycuje technika laserové difrakce a je využíván výrobci barev, nátěrů a pigmentů pro dosažení žádoucího účinku výrobku. velikost částic na povrchu nátěru ovlivňuje parametry definující účinek jako odstín a hloubka zbarvení, překrytí/průhlednost – pokrytí výrobku a lesk.
Vnímání zákazníkem
U spotřebních výrobků a potravin jako hlavní příklad, může velikost částic ovlivňovat náš požitek z výrobku nebo naše vnímání jeho kvality, což jsou dva cenné atributy spotřeby. velikost částic kávy, rozsah, do kterého je umletá, má dopad na chuť uvolněnou během vaření, zatímco jemná velikost částic v čokoládě jí propůjčuje hladký pocit v ústech, který je lepší, než kdyby byl hrubý.
Představení laserové difrakce
Předchozí přehled zdaleka není vyčerpávající a ne všechny požadavky na údaje o velikosti částic, které jsme zdůraznili, jsou splněné samotnou laserovou difrakcí, nicméně zmapování aplikací slouží ke zdůraznění některých klíčových atributů požadovaných od techniky měření velikosti částic, které jsou splněné laserovou difrakcí:
- flexibilita (měření za mokra i za sucha),
- široký rozsah měření,
- rychlost získávání dat,
- automatizované měření,
- nedestrukturní technika.
Laserová difrakce je technika hromadného měření velikosti částic, což znamená, že generuje výsledek pro celý vzorek, místo rozvoje distribuce velikosti z měření jednotlivých částic. Vzorek procházející kolimovaným laserovým paprskem rozptyluje světlo v řadě úhlů. Velké částice generují vysokou intenzitu rozptylu v relativně úzkém rozmezí úhlů k dopadajícímu paprsku, zatímco menší částice produkují nižší intenzitu signálu, ale v mnohem větším rozsahu úhlů. Analyzátory laserové difrakce zaznamenávají úhlovou závislost intenzity světla rozptýleného vzorkem s použitím pole detektorů. Rozsah úhlů, ve kterém se měření provádí, se přímo vztahuje k rozsahu velikostí částic, která se mohou měřit v jediném měření.
Distribuce velikosti částic vzorku se vypočítá z detekovaných dat rozptylu s použitím příslušné teorie chování světla. Poslední verze ISO13320 [1] (standard ISO pro laserovou difrakci) doporučuje použití teorie Mie pro všechny částice v rozsahu velikostí, ve které se laserová difrakce aplikuje, který je 0,1 až 3 000 mikrometrů.
Nedestrukturní charakter laserové difrakce je podstatnou výhodou této techniky. Kromě toho, jak analýza výše objasňuje, měření velikosti částic laserovou difrakcí se spoléhá na zákony chování světla, což vylučuje potřebu kalibrování přístroje. Rozsah měření, ve kterém je metoda skutečně použitelná, je vhodný pro mnoho výrobních aplikací, a skutečnost, že se jedná o hromadnou techniku, znamená, že doby měření musejí být krátké.
Vývoj dominantní techniky měření velikosti částic
Ačkoli norma ISO13320 uvádí 0,1 až 3 000 mikrometrů jako celkový rozsah velikosti, ve kterém se laserová difrakce může aplikovat, praktická realizace této schopnosti vyžadovala významný pokrok v optickém technickém vybavení. V dřívějších systémech laserové difrakce se mohlo dosáhnout měření omezenějšího rozsahu než je tento pouze použitím různých čoček pro zachycení a zaostření rozptýleného světla na pole detektoru laserové difrakce. Přepínání čoček, spojené s novým seřizováním přístroje, omezuje flexibilitu a/nebo produktivitu. To je zvláště nevýhodné při analyzování vzorků s velmi širokou distribucí velikosti částic nebo při studování pro- gresivního snížení velikosti částic, například během mletí. Zlepšení optického designu velkou měrou eliminovalo potřebu systémů s více čočkami, ačkoli se stále používají. Jejich funkčnost je méně problematická při rutinním měření velmi podobných vzorků, v přesně definovaném rozsahu velikostí.
Při hodnocení pokroku ve zlepšování optiky je důležité připustit, že dosažení nejširšího možného rozsahu měření není jediným cílem, ale důležité je i kritické rozlišení. Jednoduše řečeno, měření přesné distribuce velikosti částic spoléhá nejen na detekci částic při extrémní distribuci, ale také na přesné rozlišení populace do frakcí velikosti. I dnes se analyzátory laserové difrakce značně liší ve své schopnosti spolehlivě kvantitativně určit množství vzorku přítomného v každé frakci velikosti v uvedeném rozsahu měření přístroje. Špatná schopnost rozlišení ohrožuje generování spolehlivé distribuce velikostí částic a schopnost kvantitativně určit, například množství jemných nebo hrubých částic přítomných ve vzorku, což je často účelem měření.
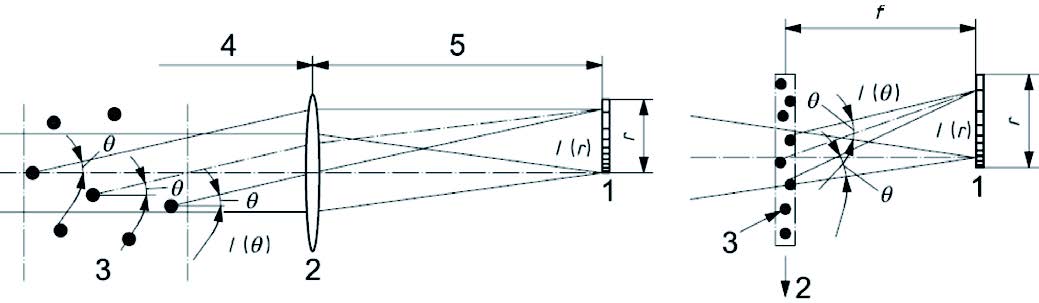
ISO13320 poskytuje užitečné shrnutí analýzy relativních předností dvou optických uspořádání, které nyní dominují komerčnímu designu systémů laserové difrakce. „Klasické“ přední Fourierovo optické uspořádání, nejběžnější v přístrojích vyvinutých v letech 1980, má čočky pro shromažďování dat umístěné za pásmem měření (viz obr. 1). To má výhodu v tom, že nabízí široký pracovní rozsah (daný maximální vzdáleností mezi částicemi a čočkami), a je proto zvláště vhodné pro měření sprejů, kde částice mohou být distribuované v široké optické délce. V tomto uspořádání se čočky mohou měnit, aby zaostřily rozptyl ze specifických úhlových rozsahů na pole detektoru, tudíž umožňují měření různých rozsahů velikosti částic. Nicméně, maximální úhel, a proto minimální velikost částic, které se mohou měřit, je omezený.
Naproti tomu, v obráceném Fourierovu uspořádání, které ISO13320 nyní uznává jako standardní alternativu v designu přístrojů laserové difrakce, jsou čočky umístěné před zónou měření. Toto uspořádání omezuje optickou délku, ve které se měření může provádět, ale umožňuje detekci rozptýleného světla v širším rozsahu úhlů, protože detektory mohou být umístěné jak před měřicí celou, tak i za ní. To umožňuje přístup k širšímu dynamickému rozsahu, aniž se požaduje výměna čoček, a následkem toho lepší rozlišení přítomnosti částic mimo specifikace.
Dalším cílem ve vývoji optiky bylo rozšíření rozsahu měření na submikrometrovou oblast, která se těší zvýšenému zájmu průmyslu. Technické vybavení, které řeší tuto otázku, a kterým lze za určitých okolností rozšířit měření pod 0,1 mikrometry, zahrnuje:
- zvláštní zdroj světla jiné vlnové délky,
- jeden nebo více světelných zdrojů mimo osu,
- detektory rozptýleného světla při úhlu menším než 90°, ale větším než je konvenční rozsah (rozptyl vpřed),
- detektory rozptýleného světla v úhlech větších než 90° (zpětný rozptyl).
Analýza dat
Vedle těchto pokroků v optickém technickém vybavení přišlo řádové zlepšení ve výpočetním výkonu. V posledních několika letech to velkou měrou vyřešilo otázku volby optického modelu pro laserovou difrakční analýzu.
Teorie rozptylu světla Mie poskytuje detailní matematický popis korelace mezi distribucí velikosti částic vzorku a rozptylem světla, který produkuje, a dlouho byl uznávaný jako nejvhodnější model pro laserovou difrakční analýzu. Nicméně, během dřívějšího vývoje laserové difrakce nedostatečný výpočetní výkon podnítil přijetí Fraunhoferovy aproximace, aby se aplikovala na teorii Mie.
Pro zjednodušení předvídání chování rozptylu světla dělá Fraunhoferova aproximace řadu předpokladů. Výsledkem je jednodušší model, který usnadňuje výpočetní zátěž spojenou se stanovením velikosti částic, ale bohužel, za určitých okolností dává chybná data. Teď, když je použití Mie možné, jakékoliv rozhodnutí přijmout Fraunhoferovu aproximaci musí být pečlivě ospravedlněné, a musí být věnována zvláštní pozornost: velikosti přítomných částic; zda jsou transparentní nebo absorbující; a rozdílu mezi indexem lomu dispergovadla a částice [1]. Použití Mie je zvláště důležité pro měření v submikronové oblasti, která získává rostoucí zájem u mnoha průmyslových uživatelů. Do budoucna bude snadnost použití a použitelnost Mie pravděpodobně signalizovat pokračující útlum v aplikaci Fraunhoferovy aproximace, ačkoli jedna nevýhoda Mie, potřeba dat indexu lomu měřených materiálů, je pro někoho i nadále odrazující.
Zaměřeno na pigmenty
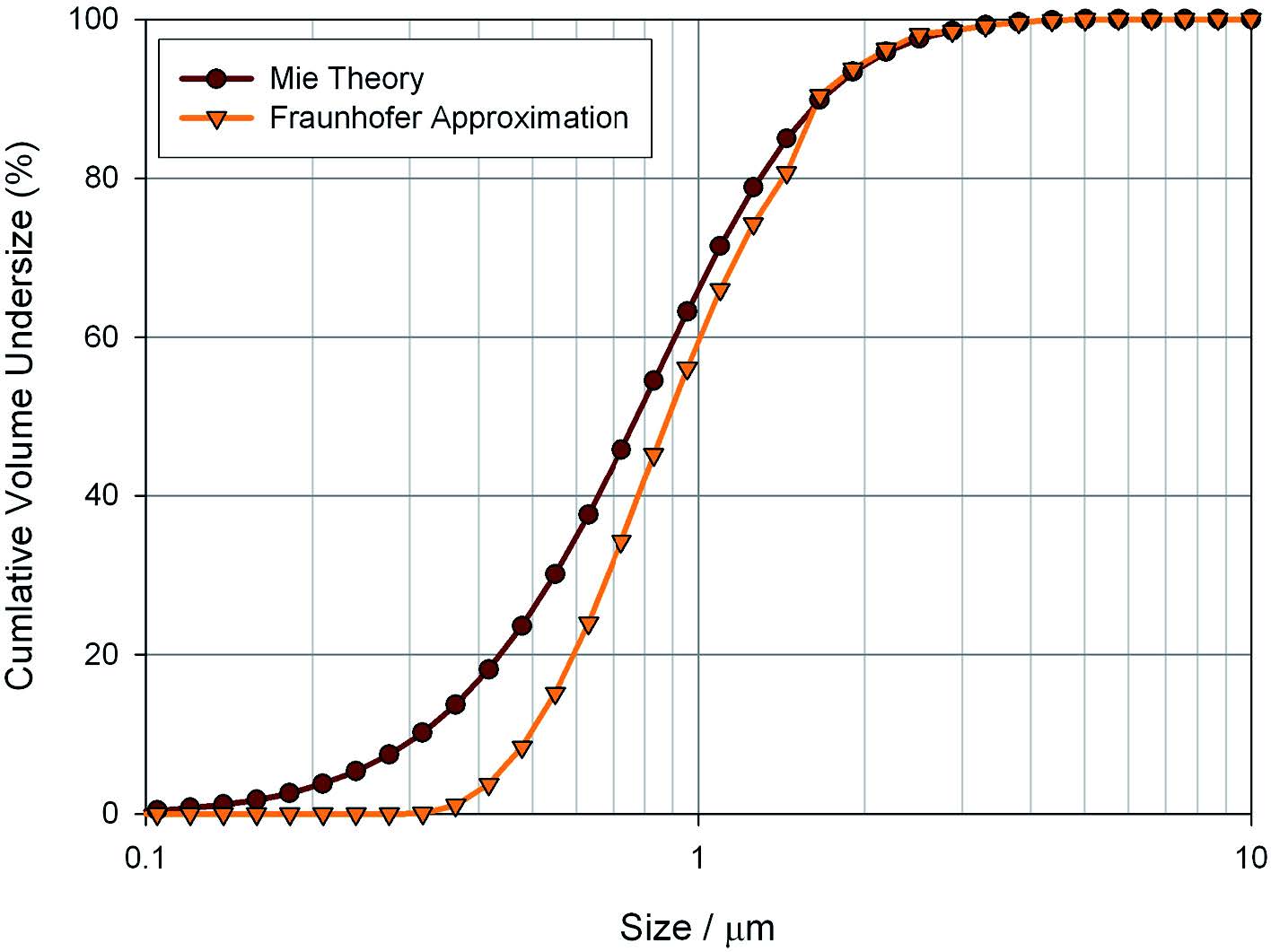
Průmysl barviv se spoléhá na data o velikosti částic pro řízení optických vlastností svých výrobků. Obrázek dole ukazuje data o velikosti částic pro plnivo uhličitan vápenatý používaný pro bělení papíru. U tohoto výrobku v úzkém rozmezí velikosti částic dochází ke zvýšení optické účinnosti rozptylu, který předá optimální bělost.
Měření uhličitanu vápenatého s použitím teorie mie a fraunhoferovy aproximace
Změřená data rozptylu pro uhličitan vápenatý byla rozvinutá s použitím Fraunhoferovy aproximace a teorie Mie pro rozpor získaných výsledků. Fraunhoferova aproximace měří distribuci velikosti částic jako větší, než je, chyba, která vyplývá z předpokladu učiněného v modelu, že efektivnost rozptylu částic je nezávislá na velikosti. Ve skutečnosti se efektivnost rozptylu značně mění pod 1 µm, což způsobuje, že Fraunhoferova aproximace v tomto rozsahu velikostí nesprávně udává objem materiálu. Naproti tomu teorie Mie, předpovědí změny efektivnosti rozptylu, správně počítá rozsah distribuce velikosti v submikronové oblasti.
Do budoucna
Zdokonalení technologie laserové difrakce vedlo k vytvoření přístrojů, které v mnoha případech zásadně splňují průmyslové požadavky na měření velikosti částic. Vedle již diskutovaného pokroku přišly praktické funkce technického vybavení, které usnadňují vkládání vzorků a zjednodušují přechod mezi měřením vzorků za mokra a za sucha. Následkem toho jsou systémy laserové difrakce nyní mnohými chápany jako produktivní, flexibilní pracov- ní nástroje – spolehlivá součást analytického vybavení společnosti. Nicméně, problémy zůstávají a potřeby průmyslu se stále vyvíjejí.
Klíčovou otázkou pro výrobce instrumentace laserové difrakce je jak zajistit, aby uživatelé plně využívali zlepšení výkonu dosaženého v poslední dekádě. Dostat se do stadia analýzy na stisknutí tlačítka je neobyčejně realistický cíl, ale spoléhá se na efektivní rozhodování během vývoje metody: Je vzorek reprezentativní? Měl by se měřit za mokra nebo za sucha? Byl vzorek přiměřeně dispergovaný? Je reprodukovatelnost metody přijatelná? Tyto otázky a mnoho dal- ších doposud vyžadují relativně odborné zvažování před přijetím metody pro rutinní měření.
Úsilí směrem k automatizaci analýzy i řízení v průmyslových závodech naznačuje, že měření na poli procesů bude také oblastí neocha- bující pozornosti. Uvažujme příklad z cementárenského průmyslu. Zde výrobci zjistili pomocí laboratorních studií, že laserová difrakce odráží účinnost výrobku přesněji, než tradiční Blaineovo měření. Kromě toho se laserová difrakce, jakmile jsou definované optimální specifi může přenést do výroby přes on-line analyzátor. Nepře- tržité monitorování transformuje efektivitu zpracování a usnadňuje výstup výrobku v reálném čase, což je cíl sdílený farmaceutickým průmyslem, mezi mnoha dalšími. Usměrnění přenosu specifikací z laboratoře na výrobní linku znamená, že provoz závodu může mít plný prospěch z laboratorního výzkumu a podporuje pokračující úsilí směrem k automatizaci výrobních postupů.
Nakonec, ačkoli zaměřením tohoto článku byla velikost částic, parametr měřený laserovou difrakcí, některá odvětví již vědí, že účinnost jejich částic je funkcí velikosti a tvaru. Analytická novinka, automatizované zobrazování, se zatím ještě netěší úrovni přijetí laserové difrakce, ale technologie se rychle rozvíjí. Pokrok v kamerách a výpočetní technice zkracuje čas potřebný na shromáždění statisticky významných parametrů tvaru na minuty. Kombinování morfologického zobrazování s chemickými technikami identifi jako Ramanovská spektroskopie, dále zvyšuje tok informací. Laserová difrakce je doplňková technika a je doplňována těmito novějšími technikami. Kombinace jejich využívání je vysoce efektivní. Například, zobrazování vzorků je přímý způsob kontro- lování stavu jeho disperze. Nicméně, pokud zobrazovací metoda prozrazuje, že uniformita aktivní složky v konečném produktu je závislá na její velikosti, pak samotná specifikace velikosti částic může být směrodatná pro předcházení problému. Jak dospívají principy novějších technologií, bude čím dál tím zřejmější, jak je produktivně využít spolu s laserovou difrakcí. Takže mnoho výhod laserové difrakce naznačuje, že poptávka vydrží ještě dlouho do budoucna, a že si tato technika udrží své místo jako preferovaná volba pro průmyslové měření velikosti částic.
literatura:
[1] ISO13320:2009 Měření velikostí částic – metody laserové difrakce
Malvern instruments ltd, překlad: Ing. Jiří Hrdlička